Screen Printing Mesh Count Chart
Choosing the correct mesh count is one of the most important decisions in the screen printing process. Mesh count controls how much ink passes through the screen and how accurately fine details can be reproduced in the printed design.
Whether you are printing simple spot color graphics or detailed halftone images, understanding mesh count helps improve print quality, control ink deposit, and reduce common printing problems.
This guide explains how screen printing mesh works, how different mesh counts affect printing results, and how to select the best mesh for plastisol ink, water-based ink, and halftone printing.
Many other factors influence ink deposit and print quality, including artwork design, stencil thickness, squeegee pressure, squeegee durometer, squeegee angle, and off-contact distance. Those factors work together with mesh count, but for this guide we will focus primarily on how mesh selection affects printing results.
What Is Screen Printing Mesh Count?
Mesh count refers to the number of threads within one inch of screen mesh. For example, a screen with a mesh count of 110 contains 110 threads per inch, while a 230 mesh screen contains 230 threads per inch.
Lower mesh counts have larger openings between threads. These larger openings allow more ink to pass through the screen and deposit on the garment.
Higher mesh counts have smaller openings between threads. This reduces the amount of ink deposited but allows finer detail to be reproduced in the print.
In general:
|
Mesh Type
|
Result
|
|
Lower mesh count
|
Greater ink deposit
|
|
Higher mesh count
|
Higher detail and finer prints
|
Choosing the correct mesh count depends on several factors including ink type, artwork detail, garment material, and stencil thickness.
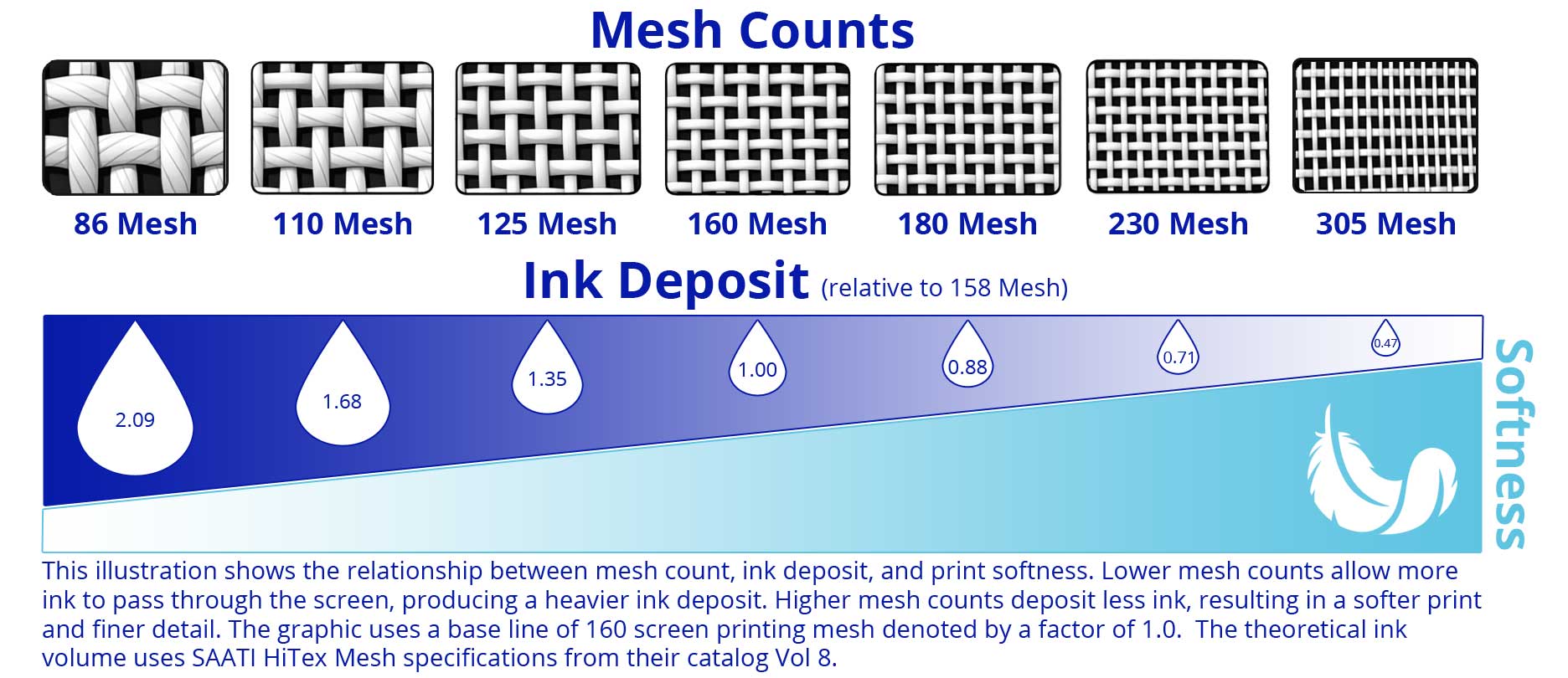
The theoretical ink deposit values referenced in this chart are based on mesh specifications published in the SAATI HiTex mesh catalog.
Mesh Count and Ink Opacity
Mesh count influences how much ink is deposited on the garment, but it does not determine opacity by itself. Lower mesh counts allow more ink to pass through the screen, which can help improve coverage when printing opaque colors or underbases on dark garments. However, opacity is also affected by ink formulation, pigment load, garment color, and printing technique.
In many cases, printers aim to deposit only the amount of ink necessary to achieve proper coverage. Excessive ink deposit can create heavy prints and reduce garment softness. Higher mesh counts are often used when possible to maintain print detail and achieve a softer feel while still maintaining adequate opacity.
Finding the right balance between mesh count, ink type, and stencil thickness helps printers achieve both good coverage and a soft finished print.
Screen Printing Mesh Count Chart for Common Ink Types
The chart below shows common mesh counts used in garment screen printing and typical applications for each.
|
Mesh Count
|
Typical Use
|
|
24–40
|
Glitter inks (large metallic flakes)
|
|
60–86
|
Shimmer inks and heavy specialty inks
|
|
110
|
Bold plastisol prints, large graphics, thicker white underbases
|
|
160
|
General garment printing, detailed spot colors, softer feel underbases
|
|
200–230
|
Water-based inks, finer detail printing, highlight whites
|
|
280–305
|
Halftones and high-detail designs
|
This mesh count chart provides general guidelines. Actual mesh selection may vary depending on ink viscosity, stencil thickness, and the type of garment being printed.
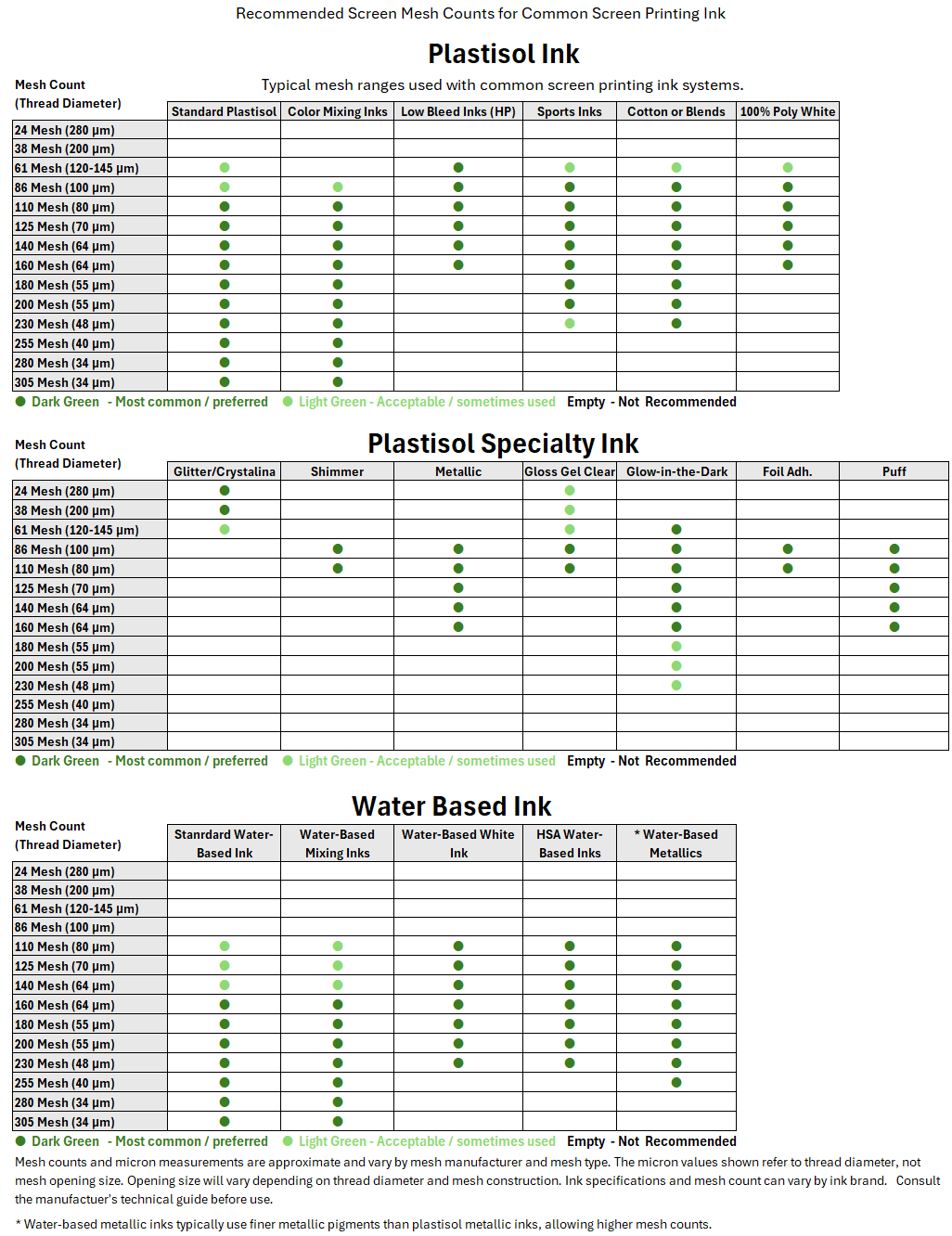
The chart uses technical information from brands and manufacturers such as International Coatings, Permaset, Rutland, Triangle Ink, Union, and Wilflex.
 Screen Printing Mesh Chart for Inks
Screen Printing Mesh Chart for Inks
Underbase Whites vs Highlight Whites
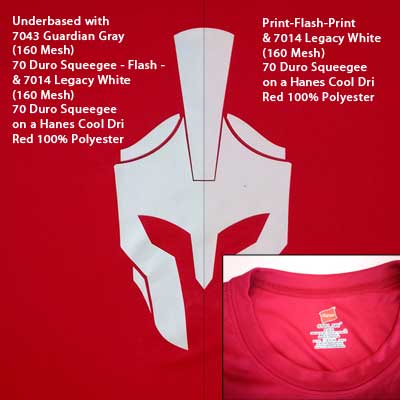
Achieving a soft print often comes down to balancing opacity and ink deposit. When printing on darker garments, an underbase white is typically printed first to block dye migration and allow other colors to appear bright.
|
Underbases are usually printed through lower mesh counts to deposit enough ink for coverage and bleed resistance.
Several factors influence bleed resistance and underbase performance:
• garment fabric and dye content
• ink formulation and bleed resistance
• curing temperature
• number of print passes
• use of gray blockers or bleed-resistant inks
Polyester fabrics and certain garment colors such as red tend to bleed more aggressively, often requiring stronger underbase coverage.
Highlight whites are usually printed through higher mesh counts. These thinner white layers help brighten the print while keeping the finished garment feeling softer.
|
|
Best Mesh Count for Plastisol Ink
Plastisol ink is thicker than most water-based inks and typically requires lower mesh counts to deposit enough ink on the garment.
Common mesh counts used for plastisol printing include:
|
Mesh Count
|
Application
|
|
110
|
Heavy ink deposit and bold graphics
|
|
160
|
Standard garment printing
|
|
200-230
|
Detailed spot color prints
|
Most garment printers use 110–160 mesh screens for standard plastisol printing, while higher mesh counts such as 200–230 are typically used when printing finer detail or thinner plastisol inks.
Best Mesh Count for Water-Based Ink
Water-based inks are generally thinner than plastisol inks and can pass through higher mesh counts more easily. Higher mesh counts help control ink deposit and produce softer prints.
Water-based inks designed for lighter fabrics typically require higher mesh counts, while water-based inks designed for dark garments are often thicker and may use slightly lower mesh counts.
White inks, whether plastisol or water-based, are usually thicker and therefore use lower mesh counts than other colors.
Typical mesh counts for water-based printing include:
|
Mesh Count
|
Application
|
|
160
|
White underbases
|
|
200
|
Standard water-based printing
|
|
230
|
Detailed prints
|
|
280–305
|
Fine detail and halftones
|
Because water-based inks penetrate fabric fibers more easily, printers often use higher mesh counts to reduce excessive ink buildup.
Halftone Screen Printing Mesh Count
In screen printing, mesh selection for halftones is often based on the relationship between mesh count and halftone line frequency (LPI). A common guideline is that the mesh count should be approximately four to five times the halftone line frequency.
|
In screen printing, mesh selection for halftones is often based on the relationship between mesh count and halftone line frequency (LPI). A common guideline is that the mesh count should be approximately four to five times the halftone line frequency.
|

|
For example:
|
Halftone LPI
|
Typical Mesh Count
|
|
35 LPI
|
160 mesh (Large halftones and underbases)
|
|
45 LPI
|
200–230 mesh (Standard halftone printing)
|
|
55 LPI
|
230–280 mesh (Detailed halftones)
|
|
65 LPI
|
280–305 mesh (High-resolution halftone printing)
|
Higher mesh counts help maintain dot integrity and produce cleaner halftone reproduction. Lower mesh counts may allow excessive ink deposit, which can cause halftone dots to spread and reduce image detail.
Stencil thickness, ink viscosity, and exposure quality also influence halftone reproduction, so printers often adjust mesh selection slightly depending on their printing conditions.
Thin Thread Mesh and Micron Measurements
Mesh specifications often include measurements in microns, which can refer to two different things: thread diameter and mesh opening size. Because both measurements use the same unit, this can sometimes cause confusion.
Thread diameter describes the thickness of the individual mesh threads, while mesh opening (sometimes called aperture) describes the open space between those threads where ink passes through.
For example, a typical 110 mesh plain weave screen may have a thread diameter of approximately 80 microns and an opening of around 150 microns. A 160 mesh screen may use threads around 64 microns in diameter with an opening near 90 microns, while a 230 mesh screen may have threads around 48 microns with openings near 55 microns.
Thin thread meshes, such as SAATI Hi-Dro mesh, reduce the thread diameter while maintaining the same mesh count. This increases the open area of the mesh and allows slightly more ink to pass through the screen.
For example:
|
Mesh
|
Thread Diameter
|
Opening
|
|
110 PW
|
~80 µm
|
~150 µm
|
|
110 Hi-Dro
|
~64 µm
|
~170 µm
|
|
160 PW
|
~64 µm
|
~90 µm
|
|
160 Hi-Dro
|
~48 µm
|
~109 µm
|
|
230 PW
|
~48 µm
|
~55 µm
|
|
230 Hi-Dro
|
~40 µm
|
~68 µm
|
Because thin thread mesh uses smaller thread diameters, it increases the open area of the screen and can allow slightly higher ink transfer while maintaining the same level of detail.
However, thinner threads can also make the mesh less durable and more sensitive to handling, particularly in high-production environments where screens are reclaimed frequently.
For many garment printing applications, standard mesh provides excellent durability and predictable results, while thin thread meshes are often used when printers want to maximize detail or increase ink transfer without lowering the mesh count.
How to Choose the Right Mesh Count
Selecting the correct mesh count depends on several variables.
Ink Type
Thicker inks such as plastisol require lower mesh counts, while thinner inks such as water-based inks can print through higher mesh screens. Always consult the technical data sheet for the specific ink series you are using.
Artwork Detail
Detailed artwork, small text, and halftones require higher mesh counts to reproduce fine details accurately.
Garment Type
Garment material can influence mesh selection. Fabrics with open weaves may require lower mesh counts because fine detail can be lost. Lightweight garments with tight knits often print better with higher mesh counts, which help maintain a softer feel.
Emulsion and Stencil Thickness
Stencil thickness also influences how much ink passes through the screen. When screens are properly coated and exposed, the emulsion does not normally block the mesh openings. However, the thickness of the stencil (often referred to as EOM – emulsion over mesh) affects how much ink is deposited during printing.
A thicker stencil creates a slightly deeper ink reservoir above the mesh, which can increase ink deposit on the garment. This effect is often used intentionally for specialty printing techniques such as high-density printing.
Improper exposure or excessive coating can sometimes reduce open mesh area or make screens harder to wash out, which may affect ink flow. For most standard garment printing, properly coated and exposed screens provide consistent ink transfer without restricting the mesh openings.
Common Mesh Count Mistakes
Many printing problems are caused by incorrect mesh selection.
Common mistakes include:
• using mesh that is too low for detailed artwork
• using mesh that is too high for thick specialty inks
• depositing too much ink on garments, creating heavy prints
• losing detail in halftone designs
Understanding mesh count helps printers avoid these issues and produce consistent results.
Frequently Asked Questions
What mesh count should I use for white ink?
White ink is typically thicker than other inks and requires a lower mesh count to deposit enough ink for proper opacity. Most printers use 110–160 mesh screens when printing white plastisol ink, especially when creating underbases on dark garments.
Does higher mesh count mean better prints?
Not necessarily. Higher mesh counts allow finer detail but deposit less ink. If the mesh count is too high for the ink being used, the ink may not pass through the screen properly. The best mesh count depends on the ink type, artwork detail, and garment being printed.
Can you print plastisol ink through high mesh screens?
Yes, plastisol ink can be printed through higher mesh counts if the ink is properly modified or thinned. Printers sometimes use 200–230 mesh screens for detailed plastisol prints, but lower mesh counts are generally preferred for standard garment printing.
What is the most common mesh count used in screen printing?
The most commonly used mesh counts in garment screen printing are 110 and 160 mesh. These mesh counts provide a balance between ink deposit and detail, making them suitable for most plastisol printing applications.
What mesh count should I use for halftones?
Halftone printing typically uses mesh counts between 230 and 305, depending on the halftone line frequency (LPI), ink viscosity, and stencil thickness. Higher mesh counts help maintain dot detail and reduce dot gain during printing.